Comme les essais sont concluants, je mets un petit tuto

Principe du thermoformage:
Une plaque de plastique, dans mon cas du polystyrène, est chauffé quelques seconde à environ 200°. A cette température, le plastique change d'état et passe du solide à l'élastique. Une fois le plastique chaud, on vient l'appliquer sur la pièce à thermoformer et on fait le vide par en dessous. Sous l'effet du vide le plastique élastique va venir plaquer les moindre détail de la pièce, on laisse refroidir, on démoule et on retrouve notre pièce thermoformée.
J'ai donc réaliser mon outillage pour faire du thermoformage, pour ca rien de plus simple, il faut realiser une boite étanche avec des trous sur le dessus et un trou pour le passage d'un tuyau d'aspirateur.
Pour faire simple j'ai pris les dimensions internes de mon four et j'en ai déduis la taille de ma boite. Presque tout à été fait avec de la récup. Ayant pas mal de MDF (médium) à la maison suite à nos travaux, j'ai réalisé la boite dans ce matériau.
La boite à vide fait approximativement 450x360x150mm. Elle est assez haute car comme c'est de la récup j'ai utilisé du MDF de 50mm, ca va pas bouger

L'espacement interieur entre la plaque du haut et la plaque du bas est de 50mm ce qui laisse la place pour y mettre un tuyau d'aspirateur.
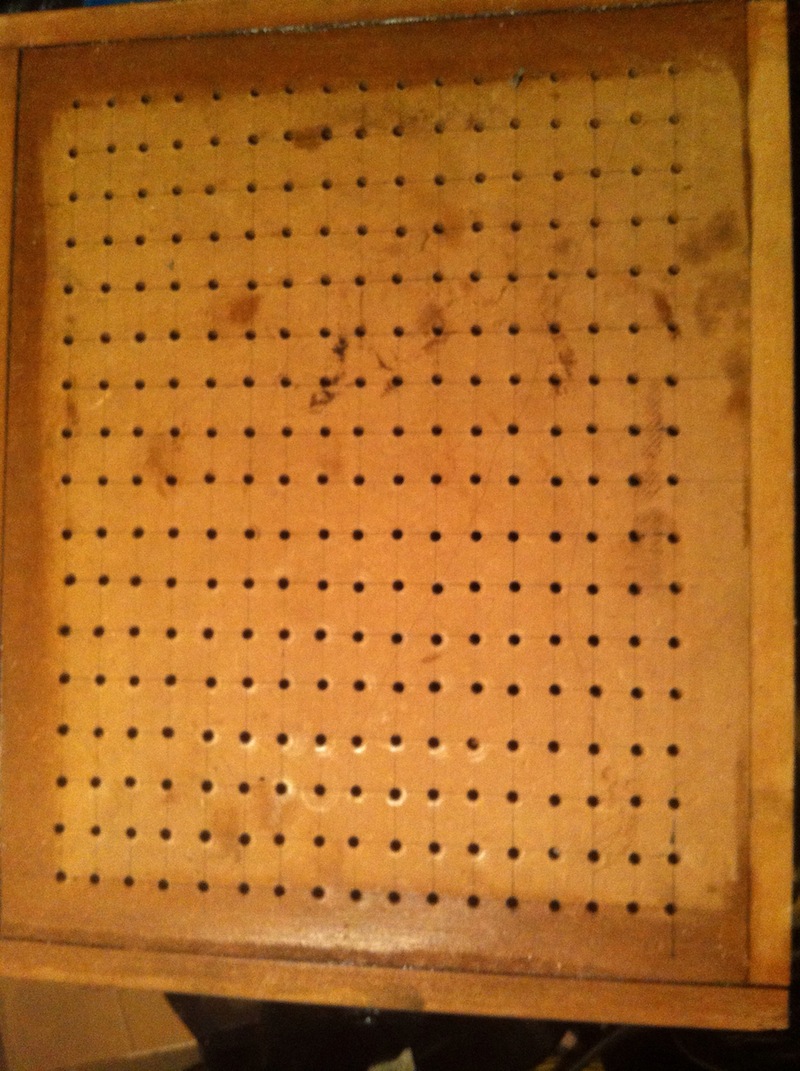
Sur la plaque supérieur on va percer des trous en 6mm, pas mal de trous ... 272 dans mon cas, faut être patient

La boite avec les petits trous
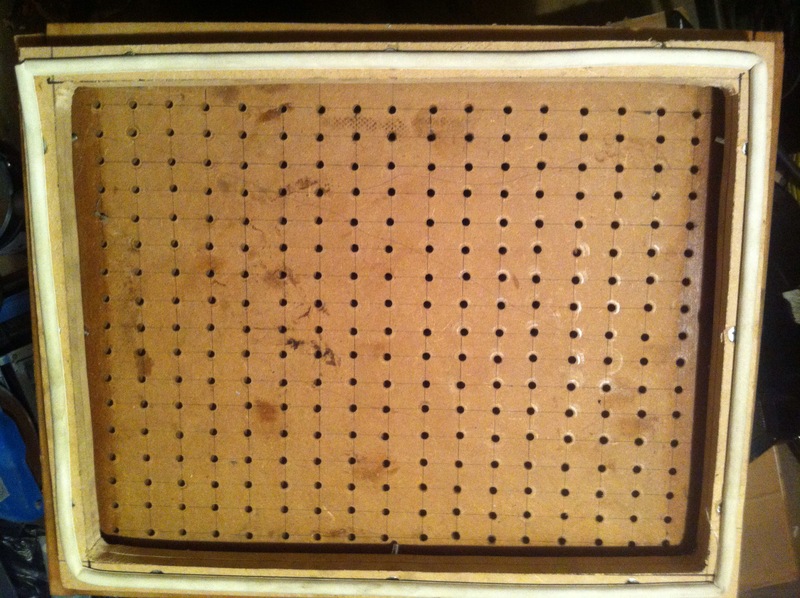
Il faut maintenant réaliser 2 cadres de même de dimensions qui permettront de maintenir la plaque en plastique. Le cadre passe au plus juste dans mon four et fait 430x340mm. J'ai fais ca dans du médium de 10mm, ca suffit largement.
Pour que ces 2 cadres maintiennent la plaque, il va falloir la prendre en sandwich, j'ai donc fait percée mes 2 cadres de 12 vis avec un foret de 6,5 pour passer des vis M6. J'ai mis des ecrous papillon pour serrer le tout, c'est plus simple et plus rapide.
Pour finir le cadre, j'ai appliqué un joint d'étanchéité de fenêtre en caoutchouc. Il permettra de maintenir une bonne dépression lors de la mise sous vide.

Pour finir, la plaque de plastique est coupée aux dimensions de mes cadres et percée aux même endroits que les passages de vis. Avec ca la plaque ne bougera pas !
Mise en oeuvre:
On commence par installer la boite et on relie l'aspirateur à celle ci. Pour une histoire de facilité, il faut prévoir d'actionner l'aspirateur avec le pied car les 2 mains seront prises pour maintenir le cadre.
On positionne les piècess sur la boite en faisant attention de le pas trop se rapprocher du bord de la boite car c'est une zone critique pour le thermoformage. On est pret du bord du cadre et c'est la que la chaleur est la plus faible, au besoin dans ce genre de cas on prevoit de sur-élevé la pièce.

Dans le cas du carter d'alternateur des D4/T4, il y a les entrées sorties de la pompe à eau qui sont manchonnées dans le carter. Ces manchons vont créer des contre-dépouilles qui peuvent être gênantes lors du démoulage. J'ai donc mis un peu de papier dans les zones à risque pour créer des dépouilles aux endroits critiques.
Il faut pré-chauffer le four à 200° et on enfourne la plaque. Il faut rester extrêmement vigilant car tout va aller très vite. La plaque au contact de la chaleur va rapidement changer d'état. Comme la température du four n'est pas constante partout, la plaque va commencer à ramolir plus rapidement à certains endroit jusqu'à s'uniformiser au centre. Sous son propre poid, le plastique va se bomber vers le bas, il faut le laisser quelques seconde pour que la température soit le plus uniforme possible.
ATTENTION:
Un plastique pas assez chaud ne se déformera pas et ne viendra pas épouser correctement le master.
Un plastique trop chaud peut mettre le feu au four. Donc gaffe ! J'ai mis la plaque à mi-hauteur, donc pas trop près des résistances.
Le plastique peut aussi se percer si il reste trop longtemps et qu'il a pris une temperature trop importante, il va donc fondre et pourrir votre four et la c'est maman qui va pas être contente
Maintenant on sort la plaque du four, on vient positionner le plastique chaud sur la pièce en centrant au mieux le cadre par rapport à la boite. On appui sur le cadre jusqu'à ce qu'il se plaquer hermétiquement sur la boite. Le plastique étant élastique il va se déformer sans problème.
Il suffit maintenant d'aller chercher l'interrupteur de l'aspirateur avec le pied et de le mettre en marche ... magie, le plastique va venir épouser la pièce.
Il faut laisser refroidir quelques minutes, histoire que le plastique soit bien froid et que ca vienne pas altérer la qualité du thermoformage.

Voilà c'est fini !
Pour info je m'y suis pris à 2 fois, non pas que le thermoformage ait raté mais simplement qu'en démoulant, le plastique a pété. C'est pas la meilleur matière pour le thermoformage mais il a l'avantage d'être très économique. Il faut donc faire attention à ne pas être trop brusque et faire comme j'ai fais pour être sur, c'est à dire pré-découper au dremel ce qui créera une zone de rupture et évitera de mettre la pièce à la poubelle.

Il ne me reste plus qu'à les decouper proprement. Je ne ferais peut-être pas de finition dessus car la surface est bien brillante et propre. Il ne restera plus qu'à faire le moule pour réaliser les protections en carbone/kevlar.
Le choix de l'épaisseur du plastique dépend de ce qu'on veut faire par la suite. Par exemple pour le kevlar il fait compter 33/100eme par couche de 170 gr/m2, je ferais mes pièces avec 5 couches de Kevlar + 2 couches de carbone, ce qui fait environ 2,3mm au final. Mes plaques font 2,5mm ce qui devrait être bon.
Il y a tout de même une chose à prendre en compte, c'est la variabilité des épaisseurs. Dans les angles la matière va se déformer d'avantage, l'épaisseur sera donc moindre, de même pour les pièces relativement haute.
